网址:www.hbddcn.com
固定电话:0512-58815232
联系电话:18921988571 小杨
技术咨询:13115119908 高工
邮件:hbddcn@163.com
地址:张家港保税区华达路5号




苏州忠诚信环保科技有限公司
Suzhou Zhongchengxin Environmental Protection Technology Co., Ltd
一、设备说明
本公司一直倡导清洁生产工艺,反对末段处理,主张从源头上削减污染,尽可能回收利用生产过程中浪费的资源,确实做到节能减排、资源回收。设备的投入,不仅仅能达到环保社会效益,也要使企业得到切实的利益回报,确保经济效益。
本工艺采用了特殊的真空浓缩水处理技术,配以公司研发特殊的管路系统和自动控制系统,保证了整个回收系统长期、安全稳定地运行。此设备运行成本底,损耗能量小;且水质稳定、节省费用。
本方案只针对电镀生产线的镀铬后回收水和塑料电镀的粗化回收水,也可用于回收后续清洗水(清洗水采用本工艺运行成本偏高,经济利益效益不明显)。
二、设计思路
镀铬:以前镀铬工艺采用的温度相对教高,水分多有挥发,回收液大多可以补充到镀槽,随着技术的提高,目前大多采用低铬低温工艺,回收液无法回补到镀槽,造成回收液浓度度越来越高,达到200克以上,从而造成清洗废水浓度越来越高。
粗化:塑料粗化工艺是电镀中消耗铬酸最多的工艺,工艺本身不消耗铬酸,只会六价铬转化成三价铬,消耗的铬酸大多为带出。由于塑料电镀粗化工艺采用的温度相对教高,水分多有挥发,但回收液因为氧化性太强操作人员回收处理有风险,无法及时补充到工艺槽。工艺槽浓度相对比较高,带出量过大,所以回收槽很容易达到200克以上,从而造成清洗废水浓度越来越高。
高浓度金属离子的冲击是一般处理设备无法承受的,污水处理无法达标排放。如果按常规化学法处理,无法采用自动化处理,不仅造成废水处理设备投资成本和运行成本增加,而且对环境造成影响,更浪费大量的水资源和重金属资源,不符合国家清洁生产的要求。
因此本着为企业节省投资和运行成本,降低对环境的污染的目的,我公司采用最新工艺直接在槽边对回收液浓缩回用处理,降低了回收槽重金属的浓度,减少清洗废水中金属离子的含量,从而降低了废水排放量,从源头控制污染源的产生,是减排的处理过程,完全满足电镀行业清洁生产的要求。
该系统不仅能全部回收回收液中的铬酸,更能回收回收液中的水,可以达到减排的效果。该系统完全可以杜绝因镀铬回收工艺引起的环保事故,不仅减少了配套的废水处理设备和在线监控等配套环保系统的投资,更是减少了排水量,降低废水处理运行的成本,更是可以做到重金属资源的回收,完全符合国家环保现行节能减排的要求。
1、处理目标
★回收水水质:达到电镀漂洗水回用水质,直接回漂洗槽回用,也可以直接排放。
★ 浓缩液浓度:镀铬液可以达到700g/l以上,粗化液可以达到400g/L以上,可以回补相应的电镀槽和粗化槽。
★ 铬酸设备回收率:99%以上。
2、原水水质、水量
★水质:原水水质含氟不要太高。
★ 处理水量为:0.03~1.8T/h
三、设备使用工艺流程
四、设备系统性能特点:
考虑到将来可能的需求或变化,公司在系统设计上适当的前瞻,采用成熟的技术、运行可靠、管理方便并且节省投资的新工艺、新材料、新技术、新设备;
为确保系统的安全性和可靠性,提高系统的利用率和保证自控系统稳定可靠,采用先进、可靠的自控技术和工艺设备;在注重系统投资规格和运行成本——良好的经济效益的同时,也充分注意环保节能的要求——良好的社会效益。
本方案采用特殊的真空蒸发浓缩分离技术,将漂洗水中的水与金属离子分离,水经过净化后回漂洗槽做漂洗补充水,金属离子浓缩液回电镀槽,补充因蒸发而损失的镀液。彻底改变传统的逆流漂洗工艺,水资源循环利用,金属离子变废为宝,达到电镀行业清洁生产的要求,符合国家资源回收,节能减排的环保趋势。从源头控制污染源的产生,为企业节水节能,创造经济效益。
此设备具有以下特点:
★ 设备占地面积小,适合电镀行业实际工况条件;
★ 设备自动化程度高,可完全自动运行,无需专人操作;
★ 设备施工周期短,不需土建施工;
★ 真空分离过程为纯物理过程,不添加任何药剂,运行成本低;
★ 铬酸回收回用,直接添加至相应工艺槽,有一定的经济效益,可降低污染物的排放,有很大的环保社会效益。
★ 回收水为蒸馏水,呈中性,水质良好,可作为铬槽的工艺水或清洗水,提高镀件质量;
★ 水回用后,降低企业新鲜水用量,减少水费;
★ 主机部件均采用自主研发产品,性能可靠,管阀件路全部采用钛材质、四氟和玻璃等耐腐蚀管路系统。
★ 热交换面积大,导热速度快、效率高;
★ 机械强度好,压密实作用小;
★ 化学稳定性好,能耐酸的侵袭;
★ 使用寿命长,性能衰减小。
★ 系统无易损部件,无需大量维修,使用寿命长
★ 前置处理系统可保护设备不受硬物损害。
★ 产品水、浓缩水,设有流量计以监控并调节出水量系统水利用率,通过合理工艺设计,水利用率高
★ 进水及排水压力感知器,在线监测设备压差提示。
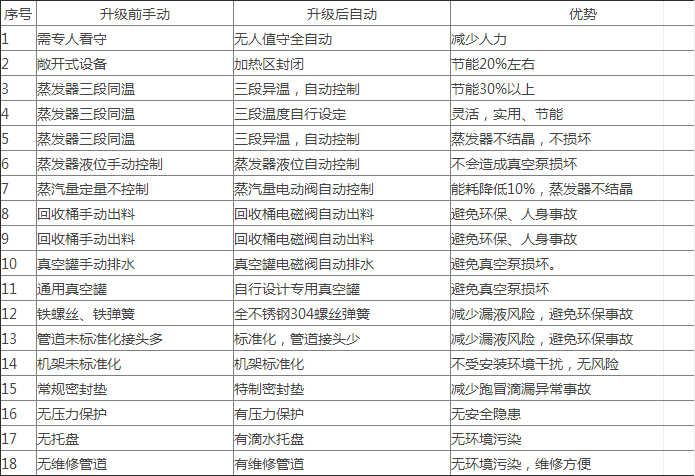
五、升级优势
该设备采用自动控制,无须专人操作守护,没有环保、安全隐患:
六、效益分析(该方案基于月耗两吨左右的铬酸)
1. 年运行费用
我司设备设计处理水量按4小时1.2t/d,每年按300天计算,系统装机电量为5kw/h, 按1元/度计,蒸汽消耗量为0.15T/小时(,蒸汽单价为250元/T计,运行费用分析如下:
(1)处理水量:1.2m3/ d×300d/年=360m3/年;
(2)年耗电量:①=5kw/h×4h/d×300d/年×1元/度×60%×20%=720元/年
(3)年耗蒸汽量:②=0.15T/小时×4h/d×300d/年×250元/T×60%=27000元/年
(4)年材料损耗:无
即:年运行成本③=①+②
=720+27000=27720元/年;
单位运行成本=③÷360m3/年=77元/吨
2. 年创造效益:
(1) 回收铬酸
按客户经验值,适用本设备后铬酸回收率在90%以上。
★年可回收铬酸:③ =2T/ M×12M/年*90%=21.6吨,
★年可回收铬酸价值:④=21.6吨×2.5万元/吨=54万元
(2) 回收水
处理设备按水费(包括自来水费3.5元/吨、排污费6元/吨)9.5元/吨计,污水处理费按16元/吨计,节约费用分析如下:
★年节约水量:①=900×50%=450 m3/年
★年节约水费:②=450m3/年×25.5元/吨=11475元/年
即:年回收价值=②+④=54000+11475=551475/年。
年创造效益=年回收价值-年运行费用=551475元-27720元=52.3755万元
如果在园区废水处理费用45元/吨以上,不足半年即可回收成本。
文章为作者独立观点。转载此文章须经作者同意,并附上出处及文章链接。

 当前位置:
当前位置: